Camlocks come in various types based on material, end connection, and standards, with options like stainless steel, aluminum, plastic, and brass, offering different levels of corrosion resistance, durability, and cost-effectiveness, making it essential to select the right type for your specific industry and transmission system.
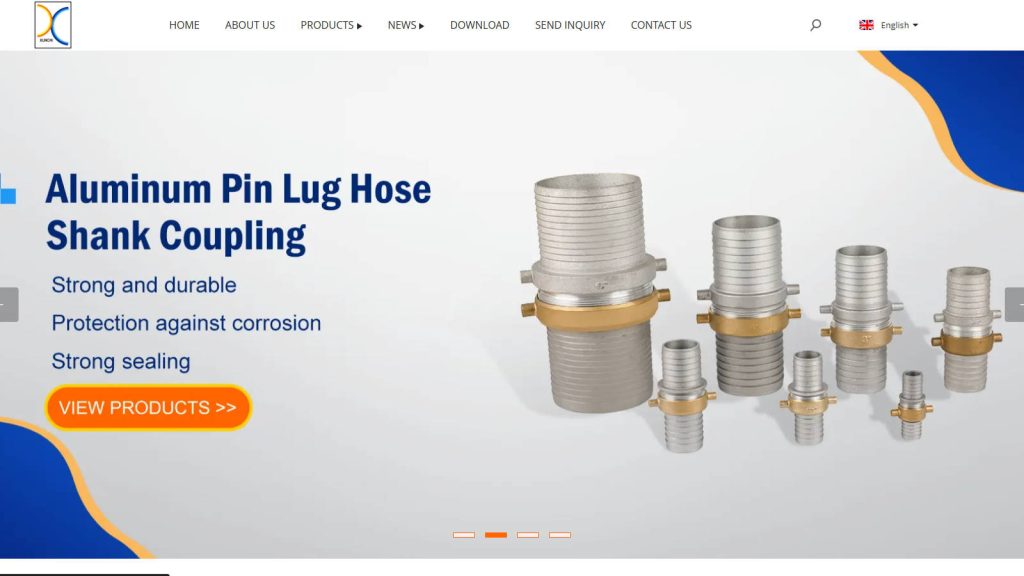
Aluminum camlock couplings are essential components in industries requiring secure, quick-connect fluid transfer solutions. Known for their lightweight design, corrosion resistance, and durability, these fittings are widely used in agriculture, chemical processing, petroleum, and manufacturing. As global demand for high-quality camlock couplings grows, manufacturers are innovating to meet stringent industry standards. This article explores the top 10 aluminum camlock coupling manufacturers in the world for 2026, highlighting their company profiles and key products to help businesses make informed sourcing decisions. Whether you’re seeking reliability, customization, or cost-effectiveness, these industry leaders deliver exceptional solutions.
1. CamlockDirect
Company Introduction Founded in the United States, CamlockDirect is a specialized supplier of camlock couplings and fluid transfer fittings serving a wide range of industrial applications. The company focuses on providing reliable, high-quality cam and groove fittings designed for efficient and secure hose connections. CamlockDirect offers an extensive product inventory, enabling fast order fulfillment for customers across North America and international markets. With an emphasis on durability, compatibility, and industry standards, the company supplies products suitable for sectors such as agriculture, petroleum, chemical processing, water transfer, and manufacturing. Through competitive pricing, responsive customer service, and dependable product performance, CamlockDirect has established itself as a trusted source for camlock and related fluid handling components.
Main Products
Aluminum camlock couplings (Type A, B, C, D, E, F, DC, DP)
Stainless steel camlock fittings
Brass camlock couplings
Camlock adapters and hose shanks
Valves, clamps, and related hose accessories
2. Seal Fast Inc.
Company Introduction Established in 1933 as J.E. Bobo Company and rebranded as Seal Fast Inc. in 1965, this Houston-based manufacturer boasts nearly a century of expertise. Seal Fast Inc. is a globally recognized leader in industrial couplings, holding ISO 9001:2015 certification. The company specializes in aluminum camlock couplings designed for durability and reliability in demanding applications like oil and gas, agriculture, and marine industries. With a focus on quality and innovation, Seal Fast Inc. has expanded its product range to meet global standards, serving customers across North America, Europe, and Asia.
Main Products
Aluminum camlock couplings (1/2″ to 6″)
Stainless steel couplings
Brass fittings
Valves and hose fittings
Industrial connectors
3. K&G Machinery (Kangtai)
Company Introduction K&G Machinery, also known as Kangtai, was founded in 1988 in Yuhuan, Zhejiang, China. With nearly four decades of experience, the company operates an 8,000-square-meter facility and employs around 200 staff. K&G Machinery is certified with ISO 9001, CE, and OHSAS, ensuring high-quality production. Specializing in aluminum camlock couplings, the company exports to over 35 countries, catering to industries like petroleum, chemical, and water management. K&G’s dedication to innovation and customer-driven solutions has solidified its reputation as a reliable global supplier.
Main Products
Aluminum camlock couplings (Type A to F, DC, DP)
Brass camlock fittings
Stainless steel couplings
Polypropylene fittings
Guillemin and storz couplings
4. ProCamlock
Company Introduction Founded in 2015, ProCamlock has rapidly emerged as a trusted name in the camlock coupling industry. Headquartered in the United States, the company operates a state-of-the-art 33,000-square-meter facility with over 300 employees. ProCamlock is ISO 9001:2015 and ISO 14001 certified, emphasizing quality and environmental responsibility. Specializing in aluminum camlock couplings, the company serves industries such as agriculture, chemical processing, and petroleum with precision-engineered products. ProCamlock’s commitment to innovation and customer satisfaction has earned it a loyal global clientele, particularly in North America. By leveraging advanced manufacturing technology and rigorous quality control, ProCamlock delivers durable, high-performance fittings tailored to diverse industrial needs.
Main Products
Aluminum camlock couplings (Type A, B, C, D, E, F, DC, DP)
Stainless steel camlock fittings
Brass camlock couplings
Polypropylene camlock fittings
Valves and pipe fittings
5. LOVELOCK Industry Co., Ltd.
Company Introduction Founded in 2010 and headquartered in Shanghai, China, LOVELOCK Industry Co., Ltd. is a leading manufacturer of fluid transfer systems. The company specializes in aluminum camlock couplings, producing high-quality fittings for industries like petroleum, chemical, and agriculture. LOVELOCK’s products meet international standards, and its focus on fast delivery and cost-effective solutions has built a strong global presence. With a customer-centric approach, the company continues to expand its market reach in Asia, Europe, and North America.
Main Products
Aluminum camlock couplings (1/2″ to 6″)
Stainless steel camlock fittings
Brass couplings
Polypropylene fittings
Clamps and hose accessories
6. TerreMax (Green Leaf, Inc.)
Company Introduction TerreMax, a veteran-owned American company under Green Leaf, Inc., has over 40 years of experience in fluid flow solutions. Based in the United States, TerreMax specializes in aluminum camlock couplings tailored for commercial agriculture. The company emphasizes innovation and customer-driven development, delivering durable products that meet rigorous industry standards. TerreMax’s commitment to quality and sustainability has made it a trusted name in North America and beyond.
Main Products
Aluminum camlock couplings
Polypropylene fittings
Valves and flow control devices
Hose fittings
Irrigation system components
7. Hokare Hokaili
Company Introduction Since 2008, Hokare has been a prominent CNC machining and aluminum casting supplier based in China. The company specializes in aluminum camlock couplings, offering sizes from 1/2″ to 6″ with customization options. Hokare’s products are designed for corrosion resistance and longevity, serving industries like agriculture, construction, and petrochemicals. With a focus on competitive pricing and customer satisfaction, Hokare exports globally, backed by a 100% satisfaction guarantee and rigorous quality testing.
Main Products
Aluminum camlock couplings (Type A, B, C, D, E, F, DC, DP)
Aluminum adapters
Hose fittings
CNC-machined components
Casting parts
8. Pro Flow Dynamics
Company Introduction Pro Flow Dynamics, based in Southern California, is a leading distributor and manufacturer of camlock fittings. The company offers a wide range of aluminum camlock couplings known for their durability and affordability. Serving industries like chemical processing, food production, and construction, Pro Flow Dynamics ensures same-day shipping and compatibility with global standards. Its customer-focused approach and extensive inventory make it a go-to supplier in North America and beyond.
Main Products
Aluminum camlock couplings (1/2″ to 8″)
Stainless steel camlock fittings
Brass couplings
Polypropylene fittings
Ball valves and gaskets
9. Union Metal
Company Introduction Union Metal, with 15 years of experience, is a professional camlock coupling manufacturer based in China. Certified with ISO 9001:2015 and CE, the company produces aluminum camlock couplings adhering to MIL-C-27487 standards. Union Metal serves industries such as municipal, petroleum, and agriculture, offering customized solutions and competitive pricing. Its global reach and commitment to quality have earned it a strong reputation among international clients.
Company Introduction XunChi, based in Ningbo, China, is a recognized manufacturer of hose fittings and couplings, including aluminum camlock couplings. The company focuses on accessibility and quality, catering to industries like water management, chemical transfer, and agriculture. XunChi’s extensive stock program and commitment to customer service ensure reliable, durable products that meet global demands. Its reputation for quick assembly and performance makes it a key player in the camlock industry.
Main Products
Aluminum camlock couplings
Hose fittings
Stainless steel couplings
Brass fittings
Valves and connectors
Conclusion
The aluminum camlock coupling industry is thriving, with manufacturers worldwide delivering innovative, high-quality solutions for fluid transfer needs. From ProCamlock’s cutting-edge technology to Seal Fast Inc.’s century-long expertise, these top 10 companies in 2025 offer diverse products tailored to industries like agriculture, petroleum, and chemical processing. Choosing the right supplier ensures efficiency, durability, and cost-effectiveness for your operations. For businesses seeking a trusted partner, ProCamlock stands out with its precision-engineered aluminum camlock couplings and exceptional customer support. Visit ProCamlock’s official website today to explore their full range of products and request a quote for your next project.
Camlock couplings are essential components for quick and secure fluid transfer across industries like oil and gas, chemical processing, agriculture, and food production. Whether you’re seeking the right supplier or trying to understand camlock coupling prices, this comprehensive guide provides all the information you need. From types and materials to pricing factors and supplier recommendations, we’ve got you covered
2. Types of Camlock Couplings
Camlock couplings come in various types, each suited to specific connection requirements:
Type A: Male adapter with female NPT threads, pairs with Type B or D.
Type B: Female cam coupler with male NPT threads, ideal for hose connections.
Type C: Female cam coupler with a hose shank, perfect for hose-end applications.
Type D: Female cam coupler with female NPT threads, suited for piping systems.
Type E: Male adapter with a hose shank, designed for hose connections.
Type F: Male adapter with male NPT threads, used in piping setups.
Type DC: Dust cap to protect male adapters.
Type DP: Dust plug to shield female couplers.
Specialized variants, like self-locking handles or custom designs (e.g., butt-weld or flanged ends), are also available for unique applications.
3. Materials Used in Camlock Couplings
The material of a camlock coupling affects its durability, compatibility, and cost. Common options include:
Stainless Steel (304, 316): Highly corrosion-resistant, ideal for food, pharmaceutical, and chemical industries.
Aluminum: Lightweight and cost-effective, suitable for irrigation and general industrial use.
Brass: Wear-resistant, often used for water and mild chemicals in agriculture and water treatment.
Polypropylene: Chemically resistant and affordable, great for corrosive fluids.
Other Materials: Nylon and glass-reinforced nylon offer durability for specific uses like handling water, coolant, or gasoline.
Choosing the right material depends on your application and fluid type.
4. Factors Affecting Camlock Coupling Prices
Several variables determine the cost of camlock couplings:
Material: Stainless steel is pricier than aluminum or polypropylene due to its superior corrosion resistance.
Size: Larger sizes (e.g., 6 inches) cost more than smaller ones (e.g., ½ inch).
Type: Standard types (A, B, C) are less expensive than specialized models like self-locking variants.
Brand and Quality: Reputable brands like Dixon or Banjo may charge a premium for durability and warranties.
For example, a refinery might use stainless steel Type B couplings to streamline oil transfers, cutting downtime significantly.
9. Frequently Asked Questions (FAQ)
What’s the difference between Type A and Type D? Type A is a male adapter with female NPT threads; Type D is a female coupler with female NPT threads.
Can camlock couplings handle high pressure? Standard models support 150 psi; specialized versions can manage more, but avoid using them for compressed air or steam.
How do I maintain camlock couplings? Inspect for wear, clean after use, and replace gaskets (e.g., EPDM, Buna Nitrile) as needed.
10. Conclusion and Recommendation
Camlock couplings are vital for efficient fluid transfer, with prices ranging from $3 to $100 based on material, size, and type. Understanding these factors helps you make informed purchasing decisions. For top-quality camlock couplings at competitive prices, we recommend ProCamlock. As a leading supplier, ProCamlock offers a wide selection, reliable performance, and excellent customer support. Visit their website or contact them for tailored solutions and the latest pricing.
Camlock couplings, also known as cam and groove couplings, are vital for quick, secure connections in industries like agriculture, oil and gas, and chemical processing. Whether you’re a procurement professional seeking cost-effective suppliers or a beginner exploring camlock fittings, this guide will help you find high-quality camlock couplings at competitive prices. We’ll cover types, materials, applications, and actionable steps to choose reliable suppliers, with authoritative resources to build trust.
Understanding Camlock Couplings
What Are Camlock Couplings?
Camlock couplings are quick-connect fittings that join hoses, pipes, or tubing without tools, ideal for low-pressure fluid transfer. They feature a male adapter and a female coupler, secured by cam arms for a leak-proof seal. Their simplicity and versatility make them essential in industries requiring frequent connections. According to Tameson, camlock fittings are widely used in manufacturing, agriculture, and chemical applications due to their tool-free operation.
Why Camlock Couplings Matter
Efficiency: Quick assembly reduces downtime.
Versatility: Handles water, chemicals, petroleum, and more.
Get more information to help you find the best Camlock couplings manufacturer
Types of Camlock Couplings
Camlock couplings come in various types, each tailored to specific connection needs:
Type A: Male adapter with a female NPT or BSP thread.
Type B: Female coupler with a male NPT or BSP thread.
Type C: Female coupler with a hose shank.
Type D: Female coupler with a female NPT or BSP thread.
Type E: Male adapter with a hose shank.
Type F: Male adapter with a male NPT or BSP thread.
Type DC: Dust cap for male adapters.
Type DP: Dust plug for female couplers.
Understanding these types is crucial for selecting the right coupling for your application, whether it’s connecting a hose to a pump or sealing off a pipe end.
The material of a camlock coupling significantly impacts its durability, compatibility, and cost. Common options include:
Aluminum: Lightweight and corrosion-resistant, ideal for water, petroleum products, slurries, and dry powders. It’s cost-effective but less durable in harsh conditions.
Stainless Steel: Highly durable and corrosion-resistant, perfect for aggressive chemicals or food-grade applications. Stainless steel 316L offers top-tier performance but comes at a premium.
Brass: Offers good chemical resistance and is commonly used for water, wastewater, diesel, and petroleum oils. It’s moderately priced and reliable.
Polypropylene: Affordable and lightweight, suitable for water pumps and less demanding applications. Its pressure rating drops above 158°F (70°C).
Choosing the right material depends on the fluid being transferred, environmental conditions, and budget constraints.
Applications of Camlock Couplings
Camlock couplings are versatile, serving industries such as:
Agriculture: Irrigation, fertilizer, and water transfer.
Oil and Gas: Petroleum and diesel handling.
Chemical Processing: Safe transfer of acids, alkalis, and solvents.
Food and Beverage: Hygienic connections with stainless steel fittings.
Construction: Water and slurry transfer in dewatering systems.
Their adaptability and ease of use make them indispensable in low-pressure fluid management.
Factors to Consider When Buying Camlock Couplings
To ensure you get a high-quality product at a reasonable price, evaluate these key factors:
Type and Size: Match the coupling type and size (e.g., ½” to 6”) to your hose or pipe specifications.
Material Compatibility: Select a material that won’t degrade when exposed to your fluid (e.g., stainless steel for corrosives).
Pressure and Temperature Ratings: Verify the coupling can handle your system’s maximum pressure and temperature. For instance, polypropylene’s rating decreases at high temperatures.
Gasket Material: Gaskets (e.g., Buna-N, EPDM, Viton) must be compatible with the fluid to prevent leaks.
Supplier Reputation: Opt for suppliers with a proven track record, positive reviews, and industry certifications like MIL-C-27487.
How to Find Reliable Camlock Coupling Suppliers
Finding a dependable supplier is the cornerstone of securing quality camlock couplings at a good price. Here’s how to start:
Online Research: Use search engines and platforms like Thomasnet to identify suppliers. Keywords like “camlock coupling manufacturers” or “industrial camlock suppliers” can yield results.
Trade Shows: Attend industry events to meet suppliers, see products firsthand, and negotiate directly.
Recommendations: Ask peers or join industry groups on LinkedIn for trusted referrals.
Certifications: Look for suppliers adhering to standards like A-A-59326/MIL-C-27487, ensuring product reliability.
Customer Reviews: Check testimonials and ratings on supplier websites or third-party platforms to gauge service quality.
Comparing Suppliers: What to Look For
Once you’ve shortlisted suppliers, compare them based on these criteria:
Product Variety: Suppliers offering a wide range of types (A-F, DC, DP) and materials cater to diverse needs. For example, some provide couplings from ½” to 6” in aluminum, stainless steel, and more.
Pricing: Request quotes to compare costs. Beware of overly cheap options that may compromise quality.
Delivery Time: Prioritize suppliers with fast shipping options, such as same-day dispatch, especially for urgent needs.
Customer Service: Assess responsiveness via email or phone inquiries. A 24/7 support line is a bonus.
After-Sales Support: Choose suppliers offering warranties or technical assistance post-purchase.
Here’s a sample comparison:
Supplier Name
Product Range
Price Range
Delivery Time
Customer Rating
Pro Flow Dynamics
Aluminum, SS, Brass
$10-$50
Same-day
4.5/5
CamlockDirect
1000+ options
$8-$40
Same-day
4.7/5
K&G Machinery
Multi-material
$12-$45
2-3 days
4.3/5
Practical Tips for Buying Camlock Couplings
Maximize value and avoid pitfalls with these tips:
Request Samples: Test a sample to verify fit, finish, and durability before bulk orders.
Check Specifications: Confirm pressure ratings, temperature limits, and material compatibility in writing.
Clarify the Process: Understand ordering, payment, and shipping terms upfront.
Avoid Common Mistakes: Don’t overlook fluid compatibility, skip supplier vetting, or prioritize price over quality.
Step-by-Step Guide to Finding Suppliers
Follow these steps to streamline your search:
Define Your Needs: Specify the type, size, material, and quantity of camlock couplings required.
Research Suppliers: Use online tools, trade shows, and recommendations to build a list.
Evaluate Options: Review certifications, reviews, and product offerings to narrow your choices.
Request Quotes: Contact suppliers for detailed pricing and terms.
Visit Facilities (If Possible): For large orders, inspect the supplier’s operations.
Negotiate Terms: Finalize price, delivery, and support agreements.
Monitor Performance: Assess the supplier’s reliability over time and adjust partnerships as needed.
Conclusion
Finding camlock couplings that offer both good price and quality is achievable with the right approach. By understanding the product, evaluating key factors, and systematically vetting suppliers, you can secure reliable fittings for your needs. Whether you’re new to camlocks or a seasoned buyer, this guide provides the roadmap to success.
For a trusted supplier, we recommend ProCamlock, a leader in camlock coupling manufacturing. ProCamlock offers a wide range of high-quality couplings in various materials and sizes, competitive pricing, and excellent customer support. Visit their website to explore their catalog and request a quote today!
FAQs
What is the difference between camlock types?
Each type (A-F, DC, DP) serves specific connection needs, like hose-to-pipe or pipe-to-pipe. Refer to the types section for details.
Which material is best for camlock couplings?
It depends on your application. Stainless steel is ideal for corrosive fluids, while aluminum suits general water transfer.
How do I ensure a camlock coupling is high quality?
Check for MIL-C-27487 or A-A-59326 compliance, request samples, and choose reputable suppliers like ProCamlock.
Where can I buy camlock couplings?
Trusted suppliers like ProCamlock, CamlockDirect, and K&G Machinery offer reliable options.
Industrial valves are the backbone of fluid control systems across multiple industries, including oil and gas, water treatment, power generation, and manufacturing. As the demand for high-quality, durable, and efficient valves continues to rise in 2026, the United States remains a global leader in valve manufacturing, delivering innovative solutions to meet diverse industrial needs. Whether you’re searching for precision-engineered ball valves, robust gate valves, or specialized control valves, selecting the right manufacturer is critical to ensuring operational efficiency and safety. This article explores the Top 10 Industrial Valve Manufacturers in the USA for 2026, highlighting their expertise, key products, and contributions to the industry. From legacy brands with centuries of experience to modern innovators, these companies set the standard for quality and reliability. For businesses seeking trusted suppliers, including specialists like ProCamlock—a professional provider of camlocks and valves—this guide offers valuable insights to inform your sourcing decisions.
1. Emerson Electric Co.
Company Overview:
Emerson Electric Co. is a renowned American multinational corporation headquartered in St. Louis, Missouri, established in 1890. Originally founded as Emerson Electric Manufacturing Co. by Charles and Alexander Meston, the company initially focused on electric motors and fans before evolving into a global leader in industrial automation and technology solutions. With over 130 years of production experience, Emerson has solidified its reputation as a premier Industrial Valve Manufacturer in USA, specializing in a wide range of Industrial Valves, including Ball Valves, for industries such as oil and gas, chemical, power generation, and life sciences.
The company operates in over 150 countries, supported by more than 130 manufacturing facilities worldwide, reflecting its robust development status and global reach. Emerson’s factories are equipped with cutting-edge technology, emphasizing automation, sustainability, and precision engineering to meet modern industrial demands. Its growth has been fueled by strategic acquisitions, such as Fisher Controls in 1992 for process control valves and the 2018 purchase of Advanced Engineering Valves, enhancing its valve portfolio. Today, Emerson continues to innovate, focusing on digital transformation and sustainable solutions, maintaining its position as a Fortune 500 powerhouse.
Flowserve Corporation is a leading American multinational company and a prominent industrial valve manufacturer in the USA, renowned for its comprehensive portfolio of flow control solutions, including industrial valves and ball valves. Headquartered in Irving, Texas, Flowserve was established in 1997 through the merger of BW/IP and Durco International, though its heritage traces back to 1790 with the founding of Simpson & Thompson. With over 230 years of production experience, the company has evolved into a global leader, employing approximately 16,000 people across more than 50 countries. Flowserve specializes in designing, manufacturing, and servicing industrial machinery such as pumps, valves, seals, and automation systems, catering to critical industries like oil and gas, power generation, chemical processing, and water management.
The company’s development status reflects sustained growth and innovation, bolstered by strategic acquisitions like Valbart Srl (2010), Lawrence Pumps Inc. (2011), and MOGAS Industries, enhancing its expertise in industrial valves and severe-service applications. Flowserve operates an extensive network of over 300 locations worldwide, including more than 180 Quick Response Centers (QRCs) for aftermarket support, showcasing its robust factory status. Its modern production facilities leverage advanced automation technology, ensuring high-quality output and rapid delivery, with some sites capable of fulfilling engineered seal orders within 72 hours.
Crane Co. is a renowned American industrial manufacturing company with a rich history dating back to its founding in 1855 by Richard Teller Crane in Chicago, Illinois. Headquartered in Stamford, Connecticut, Crane Co. has established itself as a leading Industrial Valve Manufacturer in the USA, specializing in highly engineered industrial products, including Industrial Valves and Ball Valves. With over 165 years of production experience, the company has evolved from a small brass and plumbing supply business into a global leader in fluid handling solutions, serving diverse industries such as oil and gas, chemical processing, power generation, and aerospace. Crane Co.’s development reflects its adaptability and innovation, transitioning from steam-powered manufacturing in the 19th century to modern electric-powered factories, with significant growth through strategic acquisitions and technological advancements. Today, its factories are equipped with state-of-the-art facilities across the United States and worldwide, employing approximately 7,000 people as of recent reports, and maintaining a strong focus on quality and reliability.
Crane Co.’s current status showcases a robust global presence, with operations spanning multiple continents and a reputation for proprietary technology and differentiated designs. Its Industrial Valve segment, under the Process Flow Technologies division, produces a wide range of valves tailored for critical applications in harsh environments. The company’s commitment to research and development ensures its products meet the evolving demands of industrial clients.
Parker Hannifin Corporation is a globally recognized leader in motion and control technologies, headquartered in Cleveland, Ohio, USA. Established in 1917 by Arthur L. Parker, the company has over a century of production experience, evolving from a small pneumatic brake systems manufacturer into a Fortune 250 powerhouse with annual sales exceeding $19 billion. As a prominent Industrial Valve Manufacturer in USA, Parker Hannifin specializes in designing and producing a wide range of Industrial Valves, including Ball Valves, needle valves, and other precision-engineered flow control solutions. Its extensive expertise spans multiple industries, such as aerospace, oil and gas, chemical processing, power generation, and transportation, showcasing its adaptability and innovation.
The company’s development status reflects a robust growth trajectory, bolstered by strategic acquisitions like Meggitt PLC in 2022 and a focus on sustainable technologies, positioning it as an industry consolidator. Parker Hannifin operates numerous state-of-the-art factories worldwide, with key facilities in the USA, including Huntsville, Alabama, and Erie, Pennsylvania, where advanced manufacturing processes ensure high-quality output and efficiency. These factories leverage lean manufacturing principles and cutting-edge automation to meet global demand. Known for its reliable and innovative products, Parker Hannifin continues to set benchmarks in performance and durability.
Cameron, a Schlumberger company, is a globally renowned industrial valve manufacturer in the USA, specializing in advanced flow control equipment, systems, and services for the oil, gas, and process industries. With a rich history dating back to 1920, when it was founded as Cameron Iron Works by Harry Cameron and James Abercrombie in Houston, Texas, the company has accumulated over a century of production experience. Cameron became part of Schlumberger in 2016, enhancing its capabilities with Schlumberger’s technological expertise and global reach. Today, it stands as a leader in designing and manufacturing industrial valves, including ball valves, gate valves, and check valves, catering to diverse applications such as drilling, production, processing, and pipeline systems. The company’s development has been marked by strategic acquisitions, such as WKM and Orbit Valve, expanding its product portfolio and reinforcing its position as an innovator in the energy sector.
Cameron operates a robust network of manufacturing facilities and service centers worldwide, with key factories in the United States and over 60 locations globally, ensuring proximity to major oil and gas markets. Its current factory status reflects a commitment to cutting-edge production techniques, adhering to stringent standards like API and ISO, and maintaining a focus on sustainability through low-emission valve technologies. Employing approximately 23,000 people at the time of its acquisition, Cameron continues to thrive by leveraging Schlumberger’s resources to deliver reliable, high-quality solutions. Its best products are recognized for their durability, precision, and performance under extreme conditions, making Cameron a trusted partner across industries.
Velan Inc. is a globally recognized industrial valve manufacturer based in the USA, renowned for its extensive expertise in designing and producing high-quality industrial valves, including ball valves, for a wide range of critical applications. Founded in 1950 by A.K. Velan in Montreal, Canada, the company has grown from a family-owned enterprise into a world leader in valve engineering, with a strong presence in the United States and beyond. With over seven decades of production experience, Velan has established itself as a pioneer in advanced valve technologies, serving industries such as nuclear power, oil and gas, chemical processing, mining, and more. The company went public in 1996 and is listed on the Toronto Stock Exchange (TSX) under the ticker VLN, reflecting its robust development and financial stability.
Velan operates a global network of 12 specialized manufacturing plants, including three in North America, four in Europe, and five in Asia, with a total production space exceeding 1,000,000 square feet. Its factories utilize state-of-the-art machinery and advanced manufacturing processes to ensure precision, durability, and compliance with stringent industry standards like ASME, API, and ISO. The company’s current development status is marked by continuous innovation, a focus on sustainability, and a commitment to meeting the evolving demands of the global energy transition. Velan’s reputation for “quality that lasts” is driven by its rigorous design, testing, and aftermarket service offerings, positioning it as a trusted partner for industrial valve solutions worldwide.
Curtiss-Wright Corporation is a renowned American manufacturer and service provider headquartered in Davidson, North Carolina, with a rich history dating back to its formation in 1929 through the merger of Curtiss, Wright, and various supplier companies. Originally a dominant force in aviation, producing over 142,000 aircraft engines during World War II, the company has since evolved into a diversified industrial leader, focusing on advanced engineered technologies for the commercial, industrial, defense, and energy markets. As a prominent Industrial Valve Manufacturer in USA, Curtiss-Wright excels in designing and producing Industrial Valves, including Ball Valves, for critical applications across multiple sectors. With over 90 years of production experience, the company leverages its engineering expertise to deliver reliable, high-performance solutions tailored to demanding environments, such as nuclear power, oil and gas, and naval defense systems.
Curtiss-Wright has demonstrated consistent growth and adaptability, expanding its global footprint through strategic acquisitions like Dyna-Flo Control Valve Services and Valve Systems and Controls, enhancing its valve portfolio and market presence. Its development status reflects a commitment to innovation, with ongoing investments in cutting-edge technologies and a workforce of approximately 2,000 employees worldwide. The company operates numerous factories and facilities both in the U.S. and internationally, maintaining modern production capabilities to meet stringent industry standards. Curtiss-Wright’s Valve Group, a key division, specializes in severe-service and safety-critical valve solutions, solidifying its reputation as a trusted name in industrial flow control.
KITZ Corporation of America is a prominent Industrial Valve Manufacturer in USA, renowned for its extensive expertise in producing high-quality industrial valves, including ball valves, for a wide range of applications. Established as a subsidiary of the Japan-based KITZ Corporation, which was founded in 1951, the company leverages over 70 years of valve manufacturing experience to deliver reliable and innovative fluid control solutions. Headquartered in Stafford, Texas, KITZ Corporation of America serves the Western Hemisphere, catering to industries such as oil and gas, petrochemicals, water treatment, and semiconductors. The company has evolved into a key player in the global valve market, emphasizing precision engineering and quality assurance, with a production system that integrates design, casting, machining, assembly, and testing under stringent standards like ISO 9001.
KITZ Corporation of America has shown robust development, expanding its product portfolio to meet diverse industrial needs while maintaining a commitment to sustainability and technological advancement. Its parent company, KITZ Corporation, is recognized as Japan’s largest and one of the world’s leading comprehensive valve manufacturers, producing over 90,000 types of valves. The U.S. operations benefit from a global network of manufacturing facilities, including plants in Japan, Thailand, Taiwan, China, Korea, India, Spain, Germany, and Brazil, ensuring optimized production and supply chains. The Stafford facility acts as a hub for marketing, sales, and distribution, supported by a network of authorized distributors and modification shops across the country, enhancing its ability to respond swiftly to customer demands.
The William E. Powell Company, widely known as Powell Valves, is a distinguished industrial valve manufacturer in the USA with a rich history dating back to its founding in 1846. Headquartered in Cincinnati, Ohio, this privately held company has amassed over 178 years of experience in designing, engineering, and producing high-quality industrial valves, establishing itself as a global leader in the valve manufacturing industry. Powell Valves has built a reputation for innovation, reliability, and a steadfast commitment to customer satisfaction, evolving through wars, economic challenges, and technological advancements while maintaining its core mission of delivering superior products. The company serves a diverse range of industries, including oil and gas, petrochemical, power generation, pulp and paper, and industrial gas, with a comprehensive product line that includes gate, globe, check, and ball valves, among others.
Powell Valves has demonstrated resilience and adaptability, contributing to landmark projects such as the Manhattan Project and supplying valves for nuclear submarines, space programs, and modern power plants. Its manufacturing facilities are equipped with cutting-edge technology and adhere to ISO 9001 “Worldwide Quality” standards, ensuring precision and durability in every valve produced. With a global distribution network and over $35 million in readily available inventory, Powell remains a trusted partner for industrial end-users, contractors, and distributors worldwide. The company continues to thrive by incorporating advanced engineering, such as its NextGen ball valve technology, and meeting stringent industry demands like fugitive emissions standards with API 624 packing.
American Valve, Inc. is a well-established Industrial Valve Manufacturer in USA, renowned for over 100 years of expertise in producing high-quality industrial valves and innovative water management solutions. Headquartered in Greensboro, North Carolina, the company has evolved from its early days into a trusted name in the valve industry, serving a wide range of sectors including plumbing, HVAC, industrial facilities, and municipal water systems. With a strong focus on research and development, American Valve, Inc. has consistently delivered cutting-edge products tailored to address challenges like corrosion, scale buildup, and inefficient fluid control. The company operates modern manufacturing facilities in the United States, ensuring rigorous quality control and the ability to meet diverse customer demands. Its growth reflects a commitment to exceeding industry standards, fostering long-term partnerships, and adapting to the evolving needs of industrial and commercial applications.
American Valve, Inc. specializes in Industrial Valves, with a particular emphasis on Ball Valves, which are celebrated for their durability and performance. The company’s flagship products, such as the 4000 Series Ball Valves, feature patented PFA-fused technology, setting them apart from conventional valves by offering superior resistance to buildup and wear. Alongside its valve offerings, American Valve provides advanced limescale prevention solutions like ScaleRx, enhancing its reputation as a comprehensive fluid management provider. Today, the company thrives as a leader in the market, combining its rich production experience with a forward-thinking approach to innovation.
ProCamlock is a reputable Industrial Valve Manufacturer in USA, specializing in the production of high-quality industrial valves, including ball valves, for a wide range of applications. With decades of manufacturing experience, the company has established itself as a trusted name in the valve industry, catering to sectors such as oil and gas, chemical processing, water management, and industrial automation. ProCamlock has evolved significantly over the years, adapting to market demands by integrating advanced engineering techniques and modern production technologies. Its development reflects a commitment to innovation, reliability, and customer satisfaction, positioning it as a competitive player in the U.S. industrial valve market.
The company operates state-of-the-art manufacturing facilities equipped with cutting-edge machinery and quality control systems, ensuring that every valve meets stringent industry standards. ProCamlock’s factories are designed for efficiency and scalability, allowing the company to handle both standard and custom orders with precision and speed. Its workforce comprises skilled engineers and technicians who bring expertise to the design and production processes, further enhancing the company’s reputation for durability and performance in industrial valves.
The U.S. industrial valve market in 2026 is defined by a mix of legacy manufacturers and innovative leaders, each offering specialized solutions to meet the evolving demands of modern industries. From Emerson’s smart valve technologies to Flowserve’s global reach and American Valve’s maintenance-free designs, these top 10 manufacturers exemplify excellence in quality, reliability, and performance. For businesses seeking trusted suppliers, partnering with a company that understands your specific needs is essential. ProCamlock, a professional supplier of camlocks and valves, stands ready to deliver high-quality products and tailored solutions to enhance your operations. Contact ProCamlock today to explore how their expertise can support your industrial valve requirements and drive your success in 2026.
The sanitary valve industry in China has seen remarkable growth, driven by increasing demand in sectors like food and beverage, pharmaceuticals, and biotechnology. As global industries prioritize hygiene, efficiency, and durability, Chinese manufacturers have stepped up to deliver high-quality sanitary valves that meet international standards. In 2025, China remains a powerhouse in this field, offering innovative solutions and competitive pricing. This article explores the top 10 sanitary valve manufacturers in China, highlighting their company profiles and key products. Whether you’re a procurement manager, engineer, or business owner, this guide will help you identify reliable suppliers for your sanitary valve needs in 2025.
1. Wenzhou Nuomeng Technology Co., Ltd.
Company Profile: Founded in Wenzhou, a hub for valve manufacturing, Wenzhou Nuomeng Technology Co., Ltd. is a leading producer of sanitary valves in China. With over a decade of experience, the company specializes in designing and manufacturing stainless steel sanitary valves that comply with ASME-BPE standards. Nuomeng focuses on research, development, and production, catering to industries such as pharmaceuticals, food processing, and biotechnology. Their commitment to quality is evident through certifications like ISO 9001 and FDA compliance, ensuring their products meet stringent hygiene requirements. Nuomeng’s advanced production facilities and skilled workforce enable them to deliver customized solutions to clients worldwide.
Main Products:
Sanitary diaphragm valves
Sanitary butterfly valves
Sanitary ball valves
Sanitary sampling valves
Sanitary pumps
2. Donjoy Technology Co., Ltd.
Company Profile: Established in 1993, Donjoy Technology Co., Ltd. is headquartered in Wenzhou, Zhejiang. Renowned for its innovation in sanitary fluid control equipment, Donjoy serves industries like dairy, beverage, and pharmaceuticals. The company integrates R&D, manufacturing, and sales, boasting a robust portfolio of sanitary valves and fittings. With certifications such as 3A, CE, and ISO 9001, Donjoy ensures its products meet global sanitary standards. Their focus on smart valve technology and automation has positioned them as a top choice for businesses seeking reliable and efficient solutions in 2025.
Main Products:
Sanitary butterfly valves
Sanitary diaphragm valves
Sanitary ball valves
Sanitary check valves
Sanitary lobe pumps
3. J&O Fluid Control Co., Limited
Company Profile: J&O Fluid Control Co., Limited, based in Wenzhou, is a prominent manufacturer of hygienic stainless steel flow control equipment. With over 15 years of experience, J&O has built a reputation for delivering high-quality sanitary valves to the food, beverage, cosmetic, and pharmaceutical industries. The company emphasizes continuous improvement through its Quality Assurance System, ensuring products meet international standards like 3A and ISO. J&O’s dedication to perfection and customer satisfaction makes it a standout player in China’s sanitary valve market in 2025.
Main Products:
Sanitary butterfly valves
Sanitary ball valves
Sanitary divert valves
Sanitary check valves
Sanitary diaphragm valves
4. INOXCN Group Corporation
Company Profile: Located in Wenzhou, INOXCN Group Corporation has been a key player in the sanitary valve industry since 2010. Specializing in stainless steel components, the company serves industries requiring high hygiene standards, such as food processing and pharmaceuticals. With a workforce of 51-100 employees, INOXCN combines advanced manufacturing techniques with rigorous quality control to produce durable and reliable sanitary valves. Their global reach and commitment to excellence make them a trusted name in 2025.
Main Products:
Sanitary butterfly valves
Sanitary ball valves
Sanitary check valves
Sanitary control valves
Sanitary pipe fittings
5. Sanitary Solutions Inc. (China Branch)
Company Profile: Sanitary Solutions Inc., with its China operations based in Wenzhou, specializes in supplying sanitary valves and fittings to stainless steel distributors worldwide. Established in 2016, the company focuses on industries like food processing, beverages, and pharmaceuticals. Their inventory includes a wide range of sanitary valves designed for efficiency and corrosion resistance. Sanitary Solutions stands out for its customer-centric approach and ability to provide actuated valve solutions, making it a rising star in China’s sanitary valve sector by 2025.
Main Products:
Sanitary butterfly valves (actuated)
Sanitary ball valves
Sanitary check valves
Sanitary sampling valves
Sanitary fittings
6. Zhejiang Lianghai Valve Co., Ltd.
Company Profile: Zhejiang Lianghai Valve Co., Ltd., commonly known as Lapar, is a Taixing-based manufacturer with a strong presence in the sanitary valve market since 2005. The company excels in designing and producing valves for food, beverage, and pharmaceutical applications. Lapar’s sanitary valves, such as the LPC14 and LPC12 series, are engineered for performance and safety, meeting the demands of high-hygiene environments. With a team of 51-100 employees, Lapar continues to innovate, earning a spot among China’s top manufacturers in 2025.
Main Products:
LPC14 Sanitary Control Valve
LPC12 Sanitary Butterfly Valve
Sanitary ball valves
Sanitary diaphragm valves
Sanitary check valves
7. Wenzhou Qiming Stainless Co., Ltd.
Company Profile: Wenzhou Qiming Stainless Co., Ltd. is a well-established manufacturer of sanitary stainless steel products, including valves and fittings. Based in Wenzhou, the company has built a strong reputation for delivering high-quality solutions to the food, beverage, and pharmaceutical industries. Qiming’s advanced production capabilities and adherence to standards like ISO 9001 ensure their sanitary valves meet global hygiene requirements. In 2025, Qiming remains a reliable partner for businesses seeking durable and efficient valve solutions.
Main Products:
Sanitary butterfly valves
Sanitary diaphragm valves
Sanitary ball valves
Sanitary check valves
Sanitary pipe fittings
8. Kingdom Flow Control Co., Ltd.
Company Profile: Kingdom Flow Control Co., Ltd., headquartered in Wenzhou, is a leading provider of flow control products, including sanitary valves. With a focus on innovation and integrated services, Kingdom caters to industries requiring precise fluid management, such as food processing and pharmaceuticals. The company’s commitment to quality and technology-driven solutions has earned it a solid reputation in China and beyond. By 2025, Kingdom continues to deliver reliable and efficient sanitary valves to meet diverse application needs.
Main Products:
Sanitary ball valves
Sanitary butterfly valves
Sanitary check valves
Sanitary diaphragm valves
Sanitary flow control fittings
9. Wenzhou Best Valve Co., Ltd.
Company Profile: Wenzhou Best Valve Co., Ltd. is a trusted name in the sanitary valve industry, offering a wide range of stainless steel valves and fittings. Based in Wenzhou, the company serves industries like dairy, brewery, and pharmaceuticals with products designed for hygiene and durability. Best Valve’s adherence to international standards, such as ISO and CE, ensures their offerings meet the needs of global clients. In 2025, their focus on quality and affordability keeps them competitive in the market.
Main Products:
Sanitary butterfly valves
Sanitary ball valves
Sanitary check valves
Sanitary diaphragm valves
Sanitary sampling valves
10. Quzhou KingGo Machinery Co., Ltd.
Company Profile: Quzhou KingGo Machinery Co., Ltd., located in Zhejiang, is a rising manufacturer of sanitary valves and fluid control equipment. Specializing in stainless steel solutions, KingGo serves industries like food, beverage, and pharmaceuticals with a focus on quality and precision. The company’s products are designed to withstand demanding sanitary conditions, backed by certifications like ISO 9001. In 2025, KingGo’s growing presence in the market highlights its potential as a top sanitary valve supplier in China.
Main Products:
Sanitary three-way ball valves
Sanitary butterfly valves
Sanitary diaphragm valves
Sanitary check valves
Sanitary pipe fittings
Special Recommendation – ProCamlock
ProCamlock is a reputable valve manufacturer and sanitary valves manufacturer specializing in high-quality fluid control solutions for industries such as food processing, pharmaceuticals, and chemicals. With extensive production experience, the company has established itself as a trusted name by delivering durable and reliable products that meet stringent hygiene and safety standards. ProCamlock has shown consistent growth, evolving into a leader in the sanitary fittings and valves market, thanks to its focus on innovation and customer satisfaction. The company operates state-of-the-art factories equipped with advanced manufacturing technologies, ensuring precision and quality in every product. ProCamlock’s best products are designed to maintain process purity and efficiency, making them ideal for critical applications.
Main Products:
Sanitary Butterfly Valves
Sanitary Ball Valves
Sanitary Check Valves
Camlock Fittings
Conclusion
China’s sanitary valve industry in 2025 showcases a blend of innovation, quality, and reliability, with these top 10 manufacturers leading the charge. From Wenzhou Nuomeng’s ASME-BPE certified valves to Donjoy’s smart technology solutions, these companies cater to diverse industries with precision-engineered products. For businesses seeking high-performance sanitary valves, partnering with a trusted supplier is key to ensuring operational success. ProCamlock, a professional manufacturer of camlock couplings and valves, stands ready to meet your needs with top-tier products and exceptional service. Contact ProCamlock today to explore their sanitary valve solutions and elevate your fluid control systems in 2025!
China has solidified its position as a global leader in industrial manufacturing, particularly in the valve industry, which plays a critical role in sectors like oil and gas, water treatment, power generation, and chemical processing. As of 2025, the demand for high-quality industrial valves continues to rise, driven by infrastructure development, technological advancements, and a focus on sustainability. The Chinese valve market is projected to contribute significantly to the global industry, expected to surpass $124 billion by 2035, according to industry forecasts. This article explores the Top 10 Valve Manufacturers in China in 2025, highlighting their contributions, innovative products, and market presence. Whether you’re a buyer, distributor, or industry professional, this guide offers insights into the leading players shaping the future of valve manufacturing in China.
1. Neway Valve (Suzhou) Co., Ltd.
Company Overview:
Neway Valve (Suzhou) Co., Ltd., established in 1997, is a leading valve manufacturer based in Suzhou, China, renowned for its comprehensive industrial valve solutions. With over 27 years of production experience, Neway has solidified its position as one of China’s largest and most innovative valve manufacturers, specializing in the design, production, research, and development of high-quality industrial valves. The company operates two major production bases and three professional casting plants in China, supported by an in-house R&D center and a global network of five subsidiaries, nearly 80 agents, and 21 maintenance workshops. Neway’s development trajectory has been marked by significant achievements, including a 36.59% revenue growth from 4.06 billion CNY to 5.54 billion CNY between June and September 2024, and the milestone of delivering its 10-millionth valve—a pneumatic metal-seated trunnion mounted ball valve—in February 2025.
The company’s commitment to sustainability is evidenced by its recognition as a provincial-level “Green Factory” in 2024 and a bronze rating by EcoVadis, ranking in the top 35% globally for sustainable development. Neway’s factories are equipped with advanced manufacturing capabilities, including three foundries with a combined capacity of 42,000 tons per year, and a high-end safety valve test center operated by its Dongwu Machinery division. Certified with ISO9001, API6D, API6A, CE-PED, TA-Luft, and ASME for nuclear safety, Neway ensures rigorous quality control. Its products serve diverse industries such as oil and gas, chemical, power, shipbuilding, mining, and water treatment, with 71% of its 2016 revenue derived from exports.
Main Products:
Gate Valve
Ball Valve
Butterfly Valve
Check Valve
Control Valve
Safety Valve
Nuclear Valve
Subsea Valve
Cryogenic Valve
2. DomBor Valve
Company Overview:
DomBor Valve, established in 2001, is a leading industrial valve manufacturer based in Wenzhou, Zhejiang, China, renowned for its 20+ years of production experience in delivering high-quality valve solutions. With a robust focus on research and development, DomBor has evolved into a globally trusted valve manufacturer, serving over 2,000 clients across 100+ countries. The company’s state-of-the-art factory spans 20,000 square meters, equipped with five advanced production lines and cutting-edge machinery, enabling an annual output of 8,000 tons of valves.
DomBor’s commitment to innovation and quality is evidenced by its numerous patents, intellectual property rights, and certifications, including API 6D, CE, ISO 9001, and ASME standards. Its modern R&D platform and efficient production system ensure tailor-made valve solutions that meet diverse industry needs, from oil and gas to power generation and chemical processing. DomBor excels in providing ODM and OEM services, rapid delivery within 30 days, and comprehensive after-sales support, solidifying its position as a premier valve manufacturer.
Main Products:
Fully Welded Ball Valve
Double Block and Bleed Ball Valve
Concentric Butterfly Valve
Wedge Gate Valve
Swing Check Valve
3. WSV Valve
Company Overview:
Weidouli Valves Co., Ltd. (WSV Valve), established in 1989, is a leading Chinese valve manufacturer specializing in high-alloy industrial valves for demanding applications. With over 35 years of production experience, WSV Valve has evolved into a globally recognized valve supplier, renowned for its expertise in anti-corrosive and high-performance valve manufacturing. Headquartered in Wenzhou, China, the company operates a modern 43,500㎡ factory equipped with advanced CNC machinery, large-scale fabrication, and comprehensive inspection and testing facilities. This state-of-the-art infrastructure supports WSV Valve’s commitment to delivering high-quality valves that meet stringent international standards, serving industries such as chemical, petrochemical, metallurgy, and water treatment.
WSV Valve’s development trajectory reflects significant growth, driven by continuous innovation and an expanded production capacity to meet both domestic and international demands. The company has absorbed advanced technologies from other valve manufacturers, combining them with its own practical experience to develop specialized products like titanium and nickel alloy valves for fine chemical applications and robust valves for harsh metallurgical conditions. Recent milestones include the successful delivery of a 42-inch gate valve and a 20-inch high-pressure metal seat ball valve, showcasing its capability to handle large-scale, high-stakes projects. WSV Valve’s focus on research and development ensures its valves remain at the forefront of valve manufacturing, addressing challenges like corrosion, high pressure, and extreme temperatures.
Main Products:
Titanium Ball Valves
High-Performance Butterfly Valves
Gate Valves
Plug Valves
Check Valves
Discharge Valves
4. VALTECCN
Company Overview:
TIANJIN VALTECCN VALVE MANUFACTURE CO., LTD, established in 2017, is a professional valve manufacturer and supplier based in Tianjin, China, specializing in industrial and marine valve solutions. With over seven years of production experience, VALTECCN has built a strong reputation in the valve manufacturing industry, focusing on high-quality butterfly valves, gate valves, globe valves, and check valves that meet international standards such as GB, JB, API, ANSI, BS, DIN, and JIS. Operating under an ISO9001 Quality Assurance program, the company ensures its valve production exceeds global quality benchmarks, serving industries including petroleum, chemical, electric power, water power, shipbuilding, natural gas, coal chemical, and paper.
VALTECCN’s development status reflects steady growth, with its valve products exported to over 30 countries, including the United States, Canada, Southeast Asia, the Middle East, India, Pakistan, the United Kingdom, France, Italy, and Russia, earning a strong market reputation for reliability and durability. The company operates three branch factories dedicated to different valve materials and models, equipped with advanced production equipment and comprehensive testing methods to maintain high-precision valve manufacturing. VALTECCN’s commitment to innovation is evident in its research-driven approach, supported by a first-class scientific research team that enhances valve design and performance. Its factories maintain a robust production capacity, emphasizing responsibility and precision in every stage of valve manufacturing, from design to post-sales service. The company’s business model includes producing its private VALTECCN brand and fulfilling OEM orders, catering to diverse customer needs with a 12-month warranty and 24/6 customer support.
Main Products:
Butterfly valves
Ball valves
Gate valves
Check valves
Control valves
5. NSW Valve
Company Overview:
Newsway Valve Co., Ltd. (NSW Valve), headquartered in Wenzhou, China, stands as a prominent valve manufacturer with over 20 years of expertise in the design, development, and production of industrial valves. Established as a leader in the valve manufacturing industry, NSW Valve adheres to the stringent ISO 9001 quality control system, ensuring high-quality valve production for global markets. The company’s state-of-the-art factory is equipped with advanced computer-aided design (CAD) systems and sophisticated computer numerically controlled (CNC) equipment, enabling precise valve production, processing, and testing. NSW Valve’s professional inspection team meticulously monitors every stage of the manufacturing process, from initial casting to final packaging, collaborating with third-party inspection departments to guarantee valve quality before shipment. With a robust focus on valve design and innovation, NSW Valve serves critical industries such as oil and gas, chemical processing, power generation, and water treatment, maintaining a strong global presence.
NSW Valve has demonstrated consistent growth in the competitive valve manufacturing sector, driven by its commitment to research and development and customer-centric solutions. The company’s production experience spans a diverse range of industrial valves, including ball valves, gate valves, globe valves, check valves, butterfly valves, and emergency shutdown valves (ESDV). Its factory, located in Wenzhou, operates under a professional valve production framework, employing a skilled team of engineers and technicians dedicated to delivering reliable and durable valve solutions. NSW Valve’s development trajectory reflects its adaptability to industry trends, positioning it as a trusted valve supplier for both domestic and international clients.
Main Products:
Ball valves
Gate valves
Globe valves
Butterfly valves
Emergency shutdown valves (ESDVs)
6. Xhval Group Valve Co., Ltd.
Company Overview:
XHVAL Group Valve Co., Ltd., established in 1986, is a premier industrial valve manufacturer based in Wenzhou City, Zhejiang Province, China. With nearly four decades of production experience, XHVAL has solidified its position as a leading valve supplier, specializing in the design, development, and manufacture of high-quality industrial valves for sectors such as oil and gas, chemical, power generation, pulp and paper, mining, and refining. The company’s commitment to innovation, backed by a robust research and development team, ensures its valves meet stringent international standards, including ANSI, API, DIN, and ISO 9001:2015 certifications.
XHVAL’s state-of-the-art factory in Sanqiao Industrial Zone spans a significant production area, equipped with advanced CNC machinery, a multi-functional physical chemistry laboratory, and comprehensive testing equipment like spectrum analyzers and tensile testing machines. This modern facility supports an efficient production chain, enabling XHVAL to deliver over 160 valve models with precision and reliability, maintaining a reputation for meeting rigorous delivery schedules. The company’s development status reflects steady growth, driven by continuous product innovation, global market expansion, and long-term client partnerships, some spanning over 20 years. XHVAL’s customer-centric approach, coupled with responsive after-sales support, positions it as a trusted valve manufacturer worldwide.
Main Products:
Industrial gate valves
Ball valves
Check valves
Globe valves
Butterfly valves
7. THINKTANK
Company Overview:
THINKTANK, a prominent valve manufacturer and a branch of the Taiwan STONE Valve Group, is headquartered in Taipei, Taiwan, with over 32 years of production experience in designing and manufacturing high-quality industrial valves. Established in 2005, its Chinese operations include three advanced factories on the mainland, equipped with modern automation technologies and adhering to stringent quality standards such as ISO9001, ISO14001, ISO45001, ATEX, CE, and UL/FM certifications. THINKTANK has achieved significant growth, boasting an annual turnover exceeding $25 million within 12 years, with 90% of its business from international clients across 42 countries, including partnerships with industry leaders like Siemens, ABB, and Bray.
The company’s development status reflects a strong focus on research and development (R&D), with a dedicated Shanghai-based R&D department driving innovation in valve design and fluid control solutions. Its factories maintain high efficiency, stocking 20,000 semi-finished units for rapid delivery within 10 days for standard orders, and employ rigorous testing to ensure reliability. THINKTANK excels in niche markets like chemical processing, power generation, oil & gas, and cosmetics, offering tailored valve solutions and robust after-sales support. Its commitment to innovation, rapid response, and cost-effective valve manufacturing has positioned it as a trusted global supplier in the competitive valve industry.
Main Products:
Control valves
Ball valves
Butterfly valves
Gate valves
Pressure-reducing valves
8. SUFA Technology Industry Co., Ltd.
Company Overview:
SUFA Technology Industry Co., Ltd., CNNC, a leading valve manufacturer, was established in 1952 as Suzhou Valve Factory and became the first listed company in China’s valve industry on the Shenzhen Stock Exchange in 1997. With over seven decades of production experience, SUFA specializes in the research, development, design, manufacturing, and sales of industrial valves, serving critical industries such as nuclear power, petroleum, petrochemical, electric power, metallurgy, and chemical engineering. The company has evolved into a technology-driven enterprise, integrating intelligent manufacturing and valve maintenance services to enhance its global market presence. SUFA’s state-of-the-art factory in Suzhou, China, spans a significant production base with advanced CNC machinery, forging facilities, and comprehensive testing capabilities, ensuring high-quality valve production. Its commitment to innovation is evident in the development of key valves like the main steam isolation valve, filling domestic gaps and meeting international standards.
SUFA holds prestigious certifications, including API (1982), ISO9001:2000, CE, ABS, BV, and DNV, reinforcing its reputation as a trusted valve supplier. The company’s “H” and “SUFA” trademarks are renowned in the valve industry, reflecting strong brand influence and customer trust. Currently, SUFA operates 10 subsidiaries, focusing on valve manufacturing, nuclear technology, and testing, while actively expanding into Southeast Asian markets, as showcased at the 2023 Singapore Valve World Exhibition. Its robust R&D system supports a diverse portfolio of over 12,800 valve types across 32 series, catering to varied industrial applications.
Main Products:
Gate valves
Globe valves
Check valves
Ball valves
Butterfly valves
9. Energy Dais
Company Overview:
Energy Dais is a leading global online B2B platform specializing in the oil and gas industry, with a strong focus on connecting valve manufacturers and suppliers with buyers worldwide. Established as a transparent digital marketplace, the company has over a decade of experience facilitating the sourcing of high-quality industrial valves, including gate valves, ball valves, check valves, and control valves. Headquartered in India, Energy Dais has grown into a trusted name by leveraging advanced digital tools to streamline procurement processes for valve manufacturers and ensuring compliance with industry standards such as API, ASME, and ISO.
The company’s development has been marked by consistent innovation, expanding its digital presence to serve regions like India, the Middle East, USA, and Canada. Energy Dais employs a Growth Quadrant model, evaluating valve manufacturers based on digital presence, revenue growth, and user satisfaction, which enhances its ability to recommend top-tier suppliers. Its platform eliminates geographical barriers, enabling valve manufacturers to showcase their products globally while offering buyers custom quotations from a network of over 100 handpicked valve suppliers. The company’s current operational status reflects a robust digital infrastructure, with no physical manufacturing factories but a strong virtual ecosystem supporting thousands of transactions annually.
Main Products:
Gate Valves
Ball Valves
Check Valves
Control Valves
Butterfly Valves
10. ProCamlock
Company Overview:
Founded in 2015, ProCamlock is a rising star in China’s valve and camlock coupling industry, headquartered in Zhejiang Province. With a focus on designing reliable, high-performance fluid transfer solutions, ProCamlock serves industries such as oil and gas, chemical processing, and water management. Employing over 150 skilled professionals, the company combines modern manufacturing techniques with a commitment to quality, earning certifications like ISO 9001. In 2026, ProCamlock stands out for its innovative valve and coupling solutions tailored to global demands.
Main Products:
Camlock couplings
Ball valves
Gate valves
Check valves
Butterfly valves
Conclusion
The valve manufacturing industry in China continues to thrive in 2026, driven by innovation, quality, and global demand. The Top 10 Valve Manufacturers in China highlighted in this article—Neway Valve, DomBor Valve, WSV Valve, VALTECCN, NSW Valve, Xhval Group, THINKTANK, SUFA Technology, Energy Dais, and ProCamlock—represent the pinnacle of expertise and reliability. These companies offer a diverse range of high-performance valves, meeting the needs of industries worldwide. For businesses seeking trusted suppliers, partnering with these manufacturers ensures access to cutting-edge technology and exceptional service.
Looking for a dependable partner in valve and camlock solutions? ProCamlock stands ready to deliver tailored, high-quality products to meet your specific requirements. Contact ProCamlock today to explore their innovative offerings and elevate your fluid transfer operations!
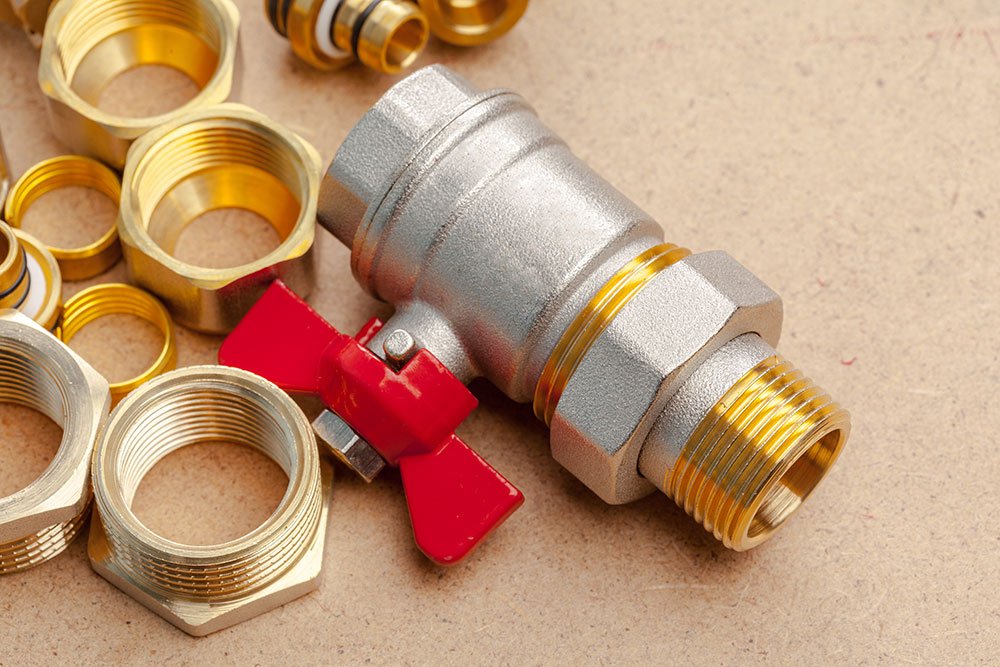
Camlock couplings, also known as cam and groove fittings, are essential components in various industrial applications, facilitating quick and secure hose connections. These fittings are renowned for their durability, ease of use, and versatility. To ensure optimal performance, it’s crucial to understand the attributes of high-quality Camlock fittings and recognize the factors that contribute to their reliability.
Understanding Camlock Couplings
Camlock couplings consist of two primary components: the male adapter and the female coupler. When connected, the cam arms on the female coupler lock into the grooves of the male adapter, creating a tight seal. This mechanism allows for swift connection and disconnection without the need for tools, making Camlock fittings highly efficient in operations that require frequent hose changes.
Materials and Their Impact on Quality
The material composition of Camlock fittings significantly influences their performance and suitability for specific applications:
Stainless Steel Camlock Fittings: Known for their exceptional strength and resistance to corrosion, stainless steel Camlock couplings are ideal for industries dealing with harsh chemicals, extreme temperatures, or sanitary requirements. citeturn0search9
Aluminum Camlock Fittings: Lightweight yet durable, aluminum Camlock couplings are commonly used in applications like water transportation and petroleum transfer, where weight considerations are crucial. citeturn0search0
Brass Camlock Fittings: Brass offers good corrosion resistance and is suitable for transferring water, coolants, and certain chemicals. Its durability makes it a reliable choice for various industrial applications. citeturn0search0
Polypropylene Camlock Fittings: These fittings are resistant to a wide range of chemicals and are often used in agricultural or chemical industries where metal fittings might corrode.
Key Features of High-Quality Camlock Fittings
When selecting Camlock couplings, consider the following attributes to ensure high quality:
Precision Manufacturing: Accurate dimensions and tight tolerances are vital for leak-free connections. High-quality manufacturers adhere to standards such as MIL-C-27487 or its replacements to ensure compatibility and reliability.
Durable Seals: The integrity of the gasket within the female coupler is crucial for preventing leaks. Materials like Buna-N, EPDM, or Viton are commonly used for gaskets, each offering different resistance properties suitable for various fluids.
Robust Cam Arms: The cam arms should be sturdy and equipped with locking mechanisms to prevent accidental disconnection during operation. Some designs incorporate safety pins or self-locking levers for enhanced security.
Corrosion Resistance: Depending on the application, selecting fittings with appropriate corrosion resistance ensures longevity and safety. For instance, stainless steel is preferred in corrosive environments due to its superior resistance.
Applications and Versatility
Camlock fittings are utilized across various industries due to their adaptability:
Chemical Processing: Their ability to quickly connect and disconnect hoses makes them ideal for transferring chemicals safely and efficiently.
Agriculture: Used in irrigation systems and equipment, Camlock couplings facilitate the easy handling of water and fertilizers.
Petroleum Industry: In fuel delivery systems, these fittings provide secure connections for transferring gasoline, diesel, and other petroleum products.
Food and Beverage: Stainless steel Camlock fittings are employed in sanitary applications, ensuring hygienic transfer of consumable products.
Conclusion
Selecting high-quality Camlock couplings is essential for ensuring safety, efficiency, and longevity in industrial operations. By understanding the different materials, key quality features, and appropriate applications, you can make informed decisions that align with your operational needs. Always consult with reputable suppliers and consider the specific requirements of your application to choose the most suitable Camlock fittings.
Ball valves play a pivotal role in the oil and gas industry by ensuring operational safety and efficiency. Their quick quarter-turn operation and tight shut-off capabilities minimize the risk of leaks, making them indispensable for maintaining environmental and safety standards. These valves also offer durability and low maintenance, which are critical for the demanding conditions of oil and gas operations.
Identifying the best ball valve manufacturers is essential for 2026 as global demand continues to grow. According to recent statistics, the compound annual growth rate (CAGR) for ball valves from 2026 to 2030 is projected at 3.2%. Leading manufacturers must meet stringent criteria, including material compatibility, pressure ratings, and compliance with industry standards. Companies offering a diverse range of trunnion ball valves and high-quality solutions stand out as reliable partners for the oil and gas sector.
The industry’s top 10 valves manufacturers excel in delivering innovative valve solutions, backed by strong industry reputation and after-sales support. Their expertise in manufacturing valves ensures they meet the evolving needs of this critical sector.
1. Emerson
Emerson is a global technology, software, and engineering company founded in 1890 in St. Louis, Missouri. Over the years, it has evolved into a powerhouse driving innovation to make the world healthier, safer, smarter, and more sustainable. With over 130 manufacturing locations worldwide, Emerson provides automation solutions to various industries, including energy, chemical, power, and renewables.
As a leading ball valve manufacturer, Emerson offers a comprehensive portfolio of ball valves designed to meet diverse process applications. Their product line includes floating ball valves, such as the KTM Series EB1 OM-2 Split Body Floating Ball Valve and the KTM Series EB7 Unibody Floating Ball Valve, known for their reliability and performance. Additionally, Emerson’s Fisher™ Vee-Ball™ V200 Control Valve and Fisher V270 Full-Bore Ball Control Valve are recognized for their precision and efficiency in flow control applications.
Emerson’s commitment to innovation and quality has solidified its position as a trusted partner in the industrial sector, continually providing solutions that enhance operational efficiency and sustainability.
Bonney Forge, established in 1876, is a leading manufacturer of forged and cast steel valves, fittings, and branch connections. With a rich history spanning nearly 150 years, the company has evolved into an integrated supplier, offering a comprehensive range of products to the petrochemical, refining, power, energy, and industrial piping markets.
As a prominent ball valve manufacturer, Bonney Forge specializes in trunnion mounted ball valves, designed for on/off service in large and high-pressure applications. These valves are engineered in accordance with ASME B16.34 and, where applicable, API 608, API 6D, or BS EN ISO 17292 standards. They feature fire-safe test approvals and design elements that ensure electrical continuity between the ball, stem, and body.
Bonney Forge’s commitment to quality is evident through its adherence to ASTM, ASME, ANSI, API, and other applicable industry codes and specifications. All products undergo rigorous testing, including 100% hydrostatic and pneumatic evaluations, ensuring performance that meets the highest industry standards.
Founded in 1950 by acclaimed inventor and entrepreneur A.K. Velan, Velan Inc. has established itself as a global leader in industrial valve manufacturing, renowned for its commitment to quality, innovation, and advanced engineering capabilities. With over 75 years of experience, the company offers a comprehensive range of valves, including gate, globe, check, and ball valves, serving critical industries such as power generation, chemical and petrochemical, oil and gas, pulp and paper, mining, cryogenic, and ship-building.
Velan’s extensive manufacturing footprint spans 13 production facilities worldwide, encompassing over 100,000 square meters and employing more than 1,600 team members. This global presence enables the company to meet diverse industrial needs with precision and efficiency.
The company provides a wide range of ball valves, including side-entry trunnion, top-entry trunnion, fully welded side-entry trunnion, and cryogenic ball valves, all manufactured in accordance with international standards such as API 6D, API 6A, and API 6DSS.
LESER GmbH & Co. KG, established in 1818 and headquartered in Hamburg, Germany, is Europe’s largest manufacturer of safety valves, producing over 130,000 units annually. With a workforce exceeding 1,200 employees, LESER operates a state-of-the-art manufacturing facility in Hohenwestedt, Germany, serving global markets.
LESER specializes in safety valves designed to protect industrial applications from overpressure incidents. Their product range includes spring-loaded and pilot-operated safety valves, catering to industries such as chemical, oil and gas, petrochemical, energy, industrial gases, LNG/LPG, pharmaceutical, food and beverage, shipbuilding, and HVAC.
While LESER does not specifically list ball valves among its primary products, their extensive experience in valve manufacturing and commitment to high-quality standards position them as a reputable valve manufacturer. Their safety valves are known for reliability and adherence to international standards, making them a trusted choice across various industries.
Böhmer GmbH, established in 1956, has over six decades of experience as a dedicated ball valve manufacturer. The company specializes exclusively in the production of ball valves, offering a comprehensive range of products suitable for various industrial applications.
Böhmer’s product portfolio includes both bolted and fully welded ball valves, available in sizes ranging from DN 3 to DN 1400 (1/8″ to 56″) and capable of withstanding pressures up to 500 bar (Class 2500). These valves are designed to meet the rigorous demands of industries such as oil and gas, district heating, and petrochemicals, ensuring maximum safety and reliability even under extreme conditions.
The company’s commitment to quality and innovation has positioned Böhmer as a trusted supplier of ball valves for both above-ground and underground pipelines, as well as subsea applications. Their products are known for their durability and performance, making them a preferred choice for critical infrastructure projects worldwide.
Spirax Group, formerly known as Spirax-Sarco Engineering, is a global leader in thermal energy and fluid technology solutions, specializing in steam management systems, electric thermal solutions, and peristaltic pumps. With a rich history dating back to 1888, the company has evolved into a prominent manufacturer serving over 110,000 direct customers across 130 countries.
As a reputable ball valve manufacturer, Spirax Group offers an extensive range of high-quality ball valves designed for various industrial applications. These valves are engineered to provide reliable tight shut-off, reducing maintenance requirements and enhancing safety within steam plants. The product line includes the M10S three-piece body ball valve, suitable for services ranging from vacuum to higher temperatures and pressures, and the M70i and M80i stainless steel ball valves, designed in accordance with ASME BPE standards for high-purity applications in industries such as pharmaceuticals and bio-processing.
Spirax Group’s commitment to innovation and excellence has solidified its position as a trusted partner in the industrial sector, providing comprehensive solutions that optimize production efficiency, reduce energy costs, and improve product quality across diverse industries.
NTGD Valve is an ISO 9001 certified industrial valve manufacturer established by a team of engineers with over 30 years of experience in the valve industry. The company operates a 400,000 square foot manufacturing facility in China and maintains a design and quality control team in the UK.
Specializing in the production of various industrial valves, NTGD offers products including ball valves, gate valves, globe valves, check valves, strainers, plug valves, and butterfly valves. These products are manufactured using materials such as carbon steel, stainless steel, duplex stainless steel, and various alloys, adhering to the latest industry standards like ANSI, ASME, API, and DIN.
NTGD’s ball valves are designed for applications in industries such as oil and gas, power generation, and water treatment. The company offers both trunnion-mounted and floating ball valves, known for their reliable performance and compliance with stringent industry standards.
SAMSON AG, founded in 1907 and headquartered in Frankfurt am Main, Germany, is a renowned manufacturer specializing in control valve engineering. With over a century of experience, SAMSON has established itself as a leader in the production of high-quality valves, including ball valves, serving various industries such as chemical, petrochemical, food, pharmaceutical, biotechnology, energy, and more.
The company’s extensive product portfolio encompasses control valves, self-operated regulators, actuators, and automation systems. Specifically, SAMSON manufactures precision-engineered ball valves designed for reliable performance across diverse applications.
SAMSON operates globally with over 50 subsidiaries in more than 40 countries, supported by a workforce of approximately 4,500 employees. The company’s commitment to innovation is evident through its continuous development of smart process automation solutions, aligning with Industry 4.0 advancements.
KSB SE & Co. KGaA, headquartered in Frankenthal, Germany, is a leading manufacturer of pumps, valves, and related systems. Established in 1871, the company has over 150 years of experience in the industry and operates in more than 150 countries with a workforce exceeding 16,000 employees.
KSB’s extensive product portfolio includes a variety of industrial valves, among which ball valves are prominent. The company has been manufacturing ball valves since 1974 at its facility in Brazil, demonstrating a long-standing commitment to this product line. KSB’s ball valves are renowned for their durability, tight sealing capabilities, and efficiency, making them suitable for applications in industries such as oil and gas, chemical processing, and water treatment.
The company’s manufacturing facilities are strategically located worldwide, ensuring the production of high-quality valves tailored to meet diverse industrial requirements. KSB’s dedication to innovation and customer satisfaction positions it as a trusted provider of ball valves and other valve solutions globally.
Flowserve Corporation, headquartered in Irving, Texas, is a leading manufacturer and aftermarket service provider of industrial flow management equipment, including pumps, valves, seals, and actuators. With a history spanning over 200 years, the company operates in more than 50 countries and employs approximately 16,000 associates worldwide.
Flowserve’s ball valve offerings are among the most comprehensive in the flow control industry, catering to various applications across multiple sectors. Their portfolio includes floating ball valves, lined ball valves, rising stem ball valves, top entry ball valves, and trunnion mounted ball valves, among others.
The company’s extensive experience in manufacturing ball valves ensures high-quality products designed for durability and optimal performance. Flowserve’s commitment to innovation and customer satisfaction has solidified its position as a trusted ball valve manufacturer in the global market.
ProCamlock is a reputable manufacturer specializing in the production of high-quality ball valves and camlock couplings. With years of manufacturing experience, the company has established a strong presence in the fluid handling industry.
The company’s manufacturing facility is equipped with state-of-the-art technology and adheres to stringent quality control measures, ensuring the production of reliable and durable ball valves. ProCamlock’s dedication to innovation and customer satisfaction has led to the development of a comprehensive range of ball valves, catering to various industrial applications.
Among its product line, ProCamlock’s ball valves stand out for their exceptional performance, durability, and ease of maintenance, making them a preferred choice for professionals seeking reliable fluid control solutions.
Conclusion
The top 10 valves manufacturers highlighted in this blog demonstrate exceptional expertise in delivering innovative valve solutions tailored to the oil and gas sector. Each company excels in areas such as material compatibility, pressure ratings, and compliance with industry standards, ensuring their products meet the rigorous demands of oil and gas operations.
Innovation plays a critical role in maintaining reliability and addressing challenges like corrosion, erosion, and high-pressure conditions. Manufacturers are increasingly adopting intelligent valve systems with sensors for real-time monitoring and predictive maintenance. Future trends include advancements in smart valve technology, eco-friendly designs, and modular solutions tailored to specific industrial needs.
Butterfly valve is a kind of valve widely used in almost all industrial fields to stop, control and throttle the flow of fluids, but many people may have a question. What is a butterfly valve? It is called a butterfly valve because it changes from closed to fully open at a 90-degree angle. The disc is often called a wing, and it rotates in this way, moving to the central axis, which forms and acts like the shape of a butterfly.
Today we will give you the top 10 butterfly valve manufacturers in China, all of which are top OEM suppliers in the field of industrial butterfly valve manufacturing in China. We are committed to helping you find the best manufacturers, so we have collected and listed this list for you to choose from.
The criteria we selected these butterfly valve manufacturers are based on:
Years of experience
Order volume and customer feedback
Services provided
1. Jiangnan Valve Co., Ltd.
Company Profile:
Jiangnan Valve Co., Ltd. is a leading Chinese valve manufacturer with over 30 years of experience in the industry. The company specializes in the design, production, and marketing of various industrial valves, including butterfly valves, ball valves, gate valves, globe valves, and check valves, adhering to international standards such as API, EN, GB, ISO, and ASME.
The company operates a state-of-the-art manufacturing plant in Wenzhou, Zhejiang, covering an area of 88,000 square meters and employing over 600 staff members. Jiangnan Valve has achieved significant milestones, including obtaining over 100 patents and an annual turnover of approximately 76 million USD. Their commitment to quality is demonstrated by certifications such as ISO 9001, API 6D, CE, API 607, and the Manufacturing License for Special Equipment in China.
One of the biggest industrial valve manufacturing companies in China is Neway Valve. The company has over 23 years of experience. You would want to contact this manufacturer if you want a streamlined production of butterfly valves. The company produces high-quality butterfly valves for high temperature and high-pressure applications for almost all types of industries.
Neway has an advanced manufacturing plant with a high-end valve program that covers thousands of valve production each day. They have three foundries and an advanced assembly line and testing facility. Neway also has one of the largest CNC machine plants in China. They have a well-rounded procedure and method for complete butterfly valve solutions, including repairs and spare part inventories.
Hubei Hongcheng General Machinery Co., Ltd., established in 1956, is a prominent Chinese manufacturer specializing in industrial valves, including butterfly valves, spherical valves, flow regulating valves, gate valves, and check valves.
With nearly seven decades of experience, the company has evolved into a high-end, large-scale valve manufacturing base and is recognized as a national-level technology enterprise, ranking among China’s top 500 machinery enterprises.
Their state-of-the-art facilities are equipped with advanced machinery, such as CNC plasma cutting machines, large-scale valve welding centers, CNC vertical lathes, and comprehensive testing equipment, ensuring the delivery of high-quality products that meet international standards like API, ISO, CE, EN, and ASME.
Jiangsu Shentong Valve Co., Ltd. was established in 2001 with more than 20 years of experience. It is a well-known industrial valve manufacturer in China, specializing in the research and development, production and sales of high-quality valves.
The company’s extensive product range includes butterfly valves, ball valves, gate valves, globe valves, check valves, regulating valves, and non-standard valves, encompassing over 2,000 specifications across 145 series.
Among its diverse product offerings, Shentong Valve’s three-eccentric metal hard seal butterfly valve stands out as a flagship product, renowned for its durability and exceptional performance in demanding industrial environments.
Huamei Machinery Co., Ltd. is a professional manufacturer specializing in double-offset high-performance butterfly valves. Their product range includes soft-seated, metal-seated, and fire-safe seated designs, catering to various industrial applications.
Operating under an ISO 9001 Quality Assurance Program, Huamei ensures that each valve meets or exceeds application requirements. Their high-performance butterfly valves are available in sizes ranging from 2″ to 60″, adhering to ANSI/ASME and DIN standards. The company offers diverse manual and actuated options, with configurations suitable for both harsh conditions and applications requiring nominal pressure and temperature ratings.
Established in 1978, WuZhou Valve Co., Ltd. is a seasoned butterfly valve manufacturer with over four decades of experience in the industry. The company operates two main production facilities located in Wenzhou and Jiaxing, China. These facilities are equipped with advanced machinery, including over 126 sets of processing centers, CNC machine tools, and metal-cutting equipment, ensuring precision and efficiency in manufacturing processes.
WuZhou Valve’s product portfolio encompasses a wide range of valves, such as ball valves, gate valves, globe valves, check valves, and notably, high-performance butterfly valves. These butterfly valves are engineered to meet the stringent demands of various industries, including petrochemical, power generation, and water treatment sectors. The company’s commitment to quality is underscored by certifications like API6D, CE, and ISO9001, reflecting adherence to international standards.
Established in 1998, Boteli Valve Group is a leading Chinese manufacturer specializing in industrial valves, including butterfly valves, gate valves, ball valves, globe valves, and check valves. With over 25 years of production experience, the company has developed a strong reputation for quality and innovation in the valve manufacturing industry.
Boteli’s manufacturing capabilities are extensive, featuring two major production plants in Wenzhou, China. The Sanqiao Industrial Zone plant covers a space area of 26,600 square meters with a building area of 31,700 square meters, equipped with over 300 sets of production and test equipment. The Luodong Industrial Zone plant spans 58,400 square meters with a building area of 56,600 square meters.
Established in 1986, XHVAL Valve Co., Ltd. is a prominent industrial valve manufacturer based in Wenzhou, China. With decades of experience, the company specializes in producing a diverse range of valves, including butterfly valves, ball valves, gate valves, check valves, globe valves, plug valves, and strainers.
XHVAL’s butterfly valve offerings include double eccentric, triple eccentric, and metal seal designs, catering to various industrial applications that require reliable flow control solutions. These valves are widely used in sectors such as power generation, petrochemical, chemical, and water treatment industries.
POV Valve Company is a China valve manufacturer with over 17 years of experience in manufacturing soft seated butterfly valves. Over the years, POV has been one of the global leading companies with 12 invention patents.
The company has a wide array of advanced equipment for manufacturing butterfly valves. Their complete and reliable QC standards allowed them to win over thousands of customers in 80 countries worldwide. POV’s facility is certified by an ISO system certification and its products are guaranteed and have passed BV Marine, CE, and Fire Test. Thus, you can ensure quality exports of butterfly valves from POV Valve.
Tianjin Outshine Valve Co., Ltd., established in 2009, is a prominent manufacturer specializing in the design, production, and marketing of butterfly valves. Located in the Anda Industrial Zone of Tianjin, China, the company boasts a registered capital of RMB 80 million and spans an area of 33,333 square meters.
With over 23 years of experience in valve manufacturing, Outshine Valve has developed a comprehensive range of products, including resilient seated wafer butterfly valves, dual plate wafer check valves, gate valves, and knife gate valves. Their butterfly valves are particularly notable for their high performance and reliability.
ProCamlock is a reputable manufacturer specializing in aluminum camlock couplings, butterfly valves, and related fittings. With years of manufacturing experience, the company has established a strong presence in the industry, offering a diverse range of high-quality products.
The company operates a state-of-the-art manufacturing facility equipped with advanced machinery and technology. This enables ProCamlock to maintain stringent quality control standards and efficiently produce butterfly valves and camlock couplings in various sizes and specifications.
Among its product offerings, ProCamlock’s butterfly valves stand out for their durability and reliability. Designed to provide precise flow control, these valves are suitable for diverse applications, including HVAC systems, water treatment plants, and chemical processing. The aluminum camlock couplings are known for their ease of use and secure connection, making them ideal for quick and reliable fluid transfer.