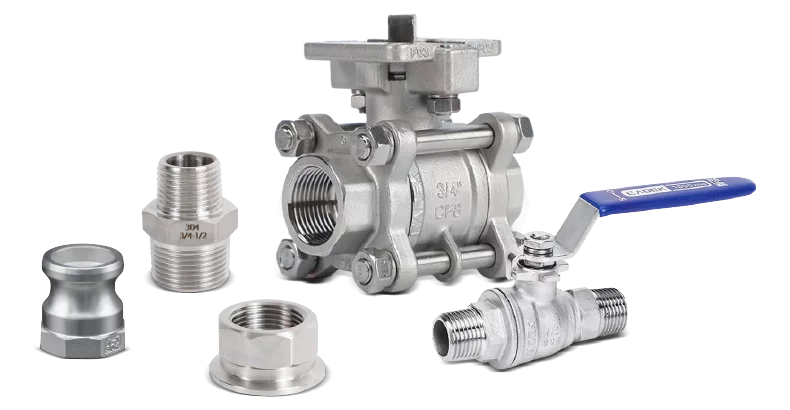
Вы хотите знать, как изготавливается кулачковый замок из нержавеющей стали, обеспечивающий бесперебойную работу вашей трансмиссионной системы и оборудования? Через какие жесткие процессы и строгие испытания он проходит?
Если ответ положительный, то вы получите нужную информацию из этой статьи. Вы можете узнать о процессе производства камлока из нержавеющей стали, пройдя следующие 16 шагов, и получить ответы на свои вопросы.
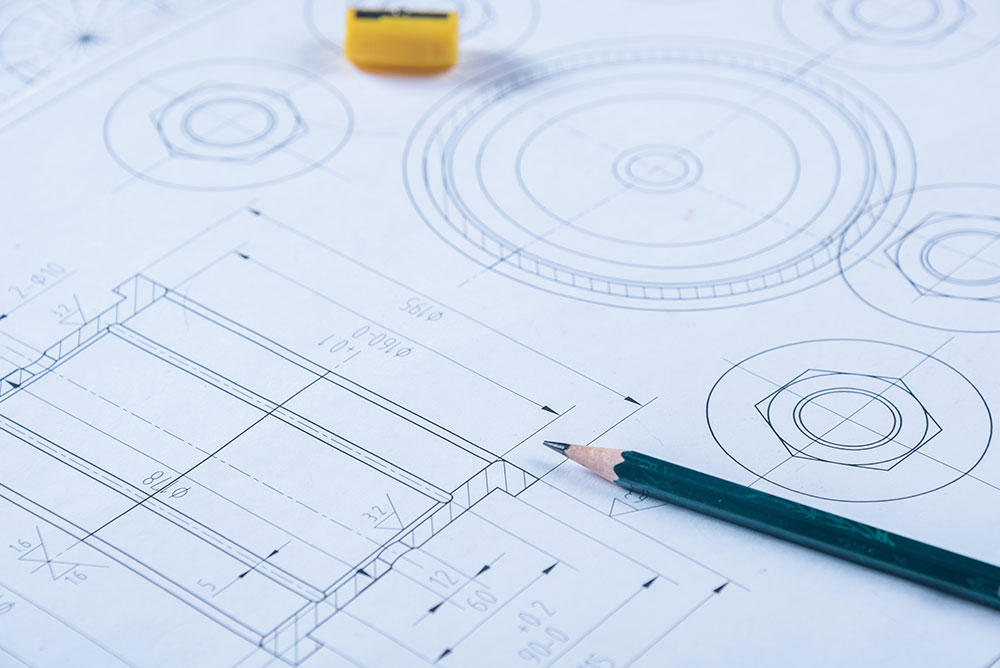
Шаг 1: Настройте форму
Во-первых, подберите форму. Отличный продукт получается из высококачественной пресс-формы. Стандартная высококачественная форма не даст плохого продукта.
Поэтому дизайн пресс-формы имеет решающее значение. Она является основой всего. Он должен быть подтвержден несколькими сторонами, прежде чем можно будет продолжить другие процессы. Если при изготовлении пресс-формы не удается достичь хороших результатов, ее необходимо переделывать до тех пор, пока не будет изготовлена высококачественная пресс-форма.
Поэтому сначала необходимо изготовить соответствующую форму в соответствии с чертежом, и только после того, как форма будет изготовлена, можно приступать к следующему процессу.
Шаг 2: Впрыскивание восковой формы
Впрыскивание воска в форму - очень важный этап. После изготовления формы необходимо предварительно нагреть ее, чтобы воск равномерно растекался и заполнил всю форму. Затем следует приступить к впрыску воска в форму.
Для литья восковых форм в основном используется высококачественный стабильный среднетемпературный воск, а температура окружающей среды стабильно держится на уровне 24-26℃. Поскольку воск имеет определенные требования к окружающей среде, он будет деформироваться, если будет слишком горячим, что повлияет на качество продукции и эффективность производства.
Полуавтоматические машины можно использовать при небольшом количестве продукции, а полностью автоматические - при больших партиях. Использование автоматизированных машин позволяет точно контролировать процесс изготовления продукции, что гарантирует отсутствие несчастных случаев в процессе производства.
Воск поступает в форму через автоматическую машину, равномерно заполняя форму и постепенно формируя восковую модель. Когда восковая модель полностью сформирована, этот этап завершается.
Шаг 3: Восстановление восковой формы
После впрыска в восковую форму вы можете обнаружить, что существует проблема с соединением между формами, что влияет на форму или эстетику изделия, или что избыток воска выливается в другие места или переливается через край. В это время требуется ремонт восковых форм.
При ремонте восковой формы будут устранены все проблемные участки или удалены излишки воска, чтобы обеспечить качество и целостность изделия. После этого изделие будет проверено на наличие пузырьков, трещин или очевидных дефектов.
Шаг 4: Сварка восковой формы
Различные структуры и дизайны продуктов имеют разное расположение, некоторые из них располагаются горизонтально, а некоторые - вертикально.
Как правило, конкретный проект по сварке восковых форм разрабатывается на основе структуры и характеристик изделия, например, сколько деталей будет в строке и как они будут расположены. Они будут четко прописаны, чтобы их можно было использовать в качестве стандартного справочника для производственного процесса.
Шаг 5: Изготовление формы
В процессе изготовления формы в качестве материалов для изготовления формы обычно используются цирконовый песок и циркониевый порошок, которые смешиваются в определенной пропорции для получения вязкой и устойчивой к высоким температурам суспензии. Затем восковая форма погружается в суспензию, чтобы равномерно покрыть поверхность восковой формы.
После этого восковая форма, покрытая суспензией, помещается в сушильную камеру для сушки. В каждой сушильной камере поддерживается постоянная температура и влажность в течение 24 часов, чтобы обеспечить эффективную сушку продукта. В разных сушильных камерах поддерживается разная температура.
Далее процесс нанесения суспензии и сушки повторяется до тех пор, пока толщина формы не достигнет заданного стандарта.
Шаг 6: Депарафинизация
После изготовления формы выполняется этап депарафинизации.
Этот этап необходимо выполнить в чайнике для депарафинизации. Поместите в него форму, поддерживайте высокую температуру окружающей среды и высокое давление, дождитесь, пока воск в форме расплавится и вытечет, а форма останется.
Шаг 7: Заливка
Заливка также является очень важным этапом.
Сначала поместите форму в печь для обжига на природном газе и нагрейте ее до температуры около 1000 градусов. Затем одновременно нагрейте стальной материал до 1600 градусов. После того как стальной материал нагреется до необходимого уровня, приступайте к заливке.
Этот шаг связан с определенным риском, поэтому обратите внимание на безопасность персонала.

Шаг 8: Потерянный узор
После охлаждения и застывания отливки получается черновая заготовка.
Следующий шаг - потерянный образец. Разбейте форму с помощью ломика и извлеките отливку из нержавеющей стали. Это заготовка для изделия.
Затем эта заготовка будет обработана и доработана, чтобы постепенно превратиться в точный и высококачественный камлок из нержавеющей стали.
Шаг 9: Вырезание
В процессе заливки образуются некоторые необходимые заливочные затворы и стояки.
Заливочная горловина - это канал для поступления расплавленного металла в отливку, а стояк - дополнительная деталь, добавляемая в процессе литья металла для предотвращения усадки материала.
Эта деталь необходима в процессе производства, но в конечном продукте она не нужна. Поэтому такие заливочные затворы и стояки необходимо отрезать и отделить от готового изделия, чтобы не нарушить последующую обработку.
Шаг 10: Шлифовка
После резки на поверхности изделия и в таких местах, как заливные горловины, образуются неровности, которые могут представлять собой заусенцы, выступы и т. д. Это повлияет на плоскостность, гладкость и целостность изделия.
Поэтому необходимо шлифовальное оборудование, чтобы отшлифовать эти неровные участки, чтобы можно было выполнить следующий этап.
Шаг 11: Маринование
Этот этап требует использования кислотного раствора для химической реакции с оксидом металла на поверхности изделия, чтобы удалить оксидный слой на поверхности заготовки изделия, делая поверхность заготовки изделия относительно гладкой.
Шаг 12: Дробеструйная обработка
После травления можно приступать к дробеструйной обработке.
Дробеструйная обработка подразумевает использование высокоскоростной вращающейся стальной дроби для удаления остатков оксидного слоя, остатков стального шлака и ржавчины на поверхности заготовки изделия, благодаря чему заготовка изделия постепенно приобретает первоначальный цвет нержавеющей стали.
Это заготовка для конечного продукта.
Шаг 13: Осмотр и хранение
Готовые заготовки должны пройти множество проверок на соответствие стандартам и спецификациям, прежде чем они будут официально помещены на хранение.
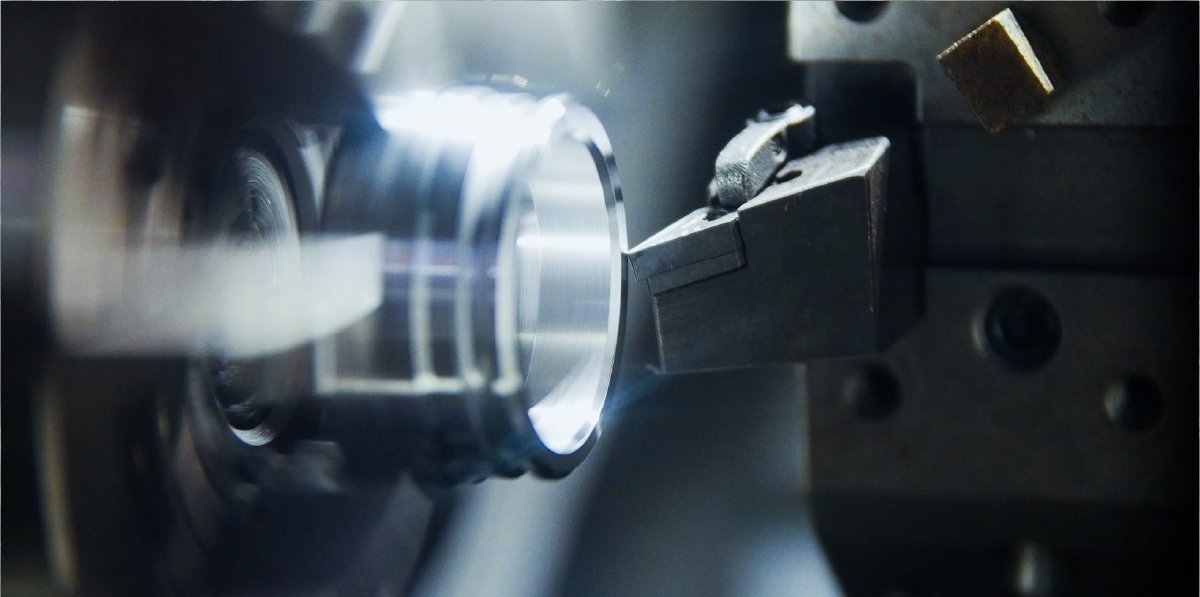
Шаг 14: Обработка с ЧПУ
После того как заготовка изделия сформирована, необходимо провести дальнейшую обработку.
Станки с ЧПУ необходимы для полировки и уточнения размеров, точности, резьбы и других более подробных данных изделия, чтобы оптимизировать и улучшить качество и точность конечного продукта.

Шаг 15: Хранение готовой продукции
На этом этапе происходит изготовление изделия, и после ряда точных проверок и испытаний готовый замок из нержавеющей стали попадает на склад.
На этом этапе процесса в основном используются различные контрольные приборы и оборудование для проверки размера, резьбы, угла, полноты и т. д. Герметичность и срок службы готового изделия также строго проверяются, чтобы убедиться, что продукт соответствует всем стандартам.
Шаг 16: Упаковка и доставка
Наконец, в соответствии с количеством заказа и требованиями заказчика к упаковке производится соответствующая и разумная упаковка.
После того как все будет готово, товар будет отправлен.
Заключение
Выше приведен 16-этапный процесс производства камлока из нержавеющей стали.
После прочтения этой статьи большинство ваших вопросов должны были получить ответы, и вы должны иметь определенное представление о процессе производства замков из нержавеющей стали.
Если у вас есть другие вопросы или вы хотите получить дополнительную информацию, пишите нам.